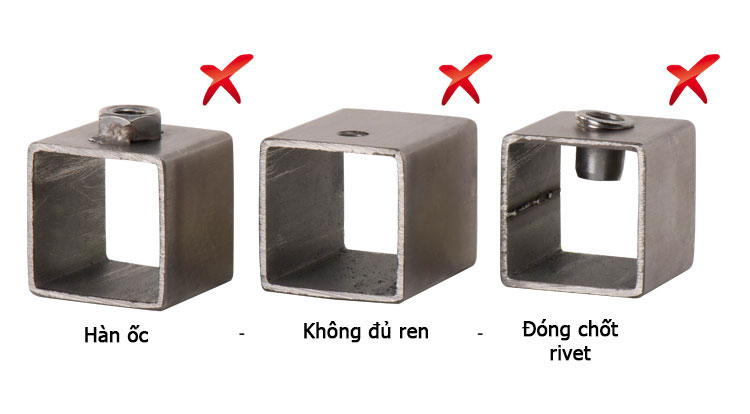
Khoan dùi là loại kỹ thuật khoan không còn xa lạ trong gia công cơ khí hiện nay. Mục đích của kỹ thuật khoan này là để ta rô trên vật liệu mỏng. Vì sao không sử dụng kỹ thuật khoan thường để khoan? Nếu sử dụng kỹ thuật khoan thông thường thì quá trình khoan mũi khoan sẽ bào mòn bề mặt vật liệu và tạo nên lỗ khoan. Quá trình này sẽ không tạo ra được lỗ khoan đủ độ dày trên vật liệu mỏng cho việc ta rô ren.
Khác với kỹ thuật khoan thông thường, khoan dùi với mũi khoan nóng chảy (hay còn gọi là mũi khoan ma sát, mũi khoan nhiệt) là quá trình sử dụng lượng nhiệt do ma sát giữ mũi khoan và vật liệu để tạo nên lỗ khoan. Để có thể sinh ra lượng nhiệt lớn đòi hỏi loại mũi sử dụng khoan phải cứng hơn so với vật liệu khoan. Mũi nóng chảy được làm từ Vonfram nên có thể chịu được nhiệt độ rất cao.
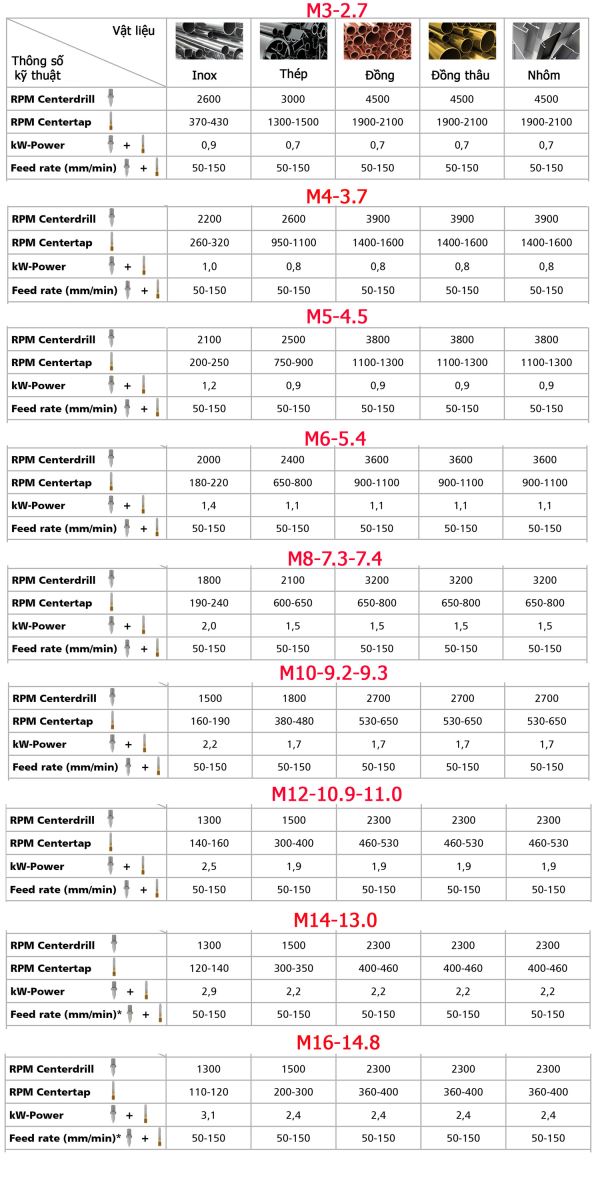
Ngoài ra, tốc độ khoan là yếu tố rất quan trọng để sinh ra nhiệt lượng lớn cho quá trình khoan. Để đáp ứng được lượng nhiệt sinh ra trên 700oC, tốc độ của máy khoan phải đạt được trên 1300 vòng/phút và thông số này còn phụ thuộc vào kích thước mũi cũng như loại vật liệu. Trong quá trình khoan mũi sẽ làm nóng chảy vật liệu và đi xuyên qua nó, khi đó phần kim loại thừa sẽ bám vào thành lỗ, tạo ra độ dày thích hợp của lỗ khoan để chúng ta tiến hành ta rô ren.

Mũi khoan nóng chảy được chia thành 2 loại mũi cơ bản: Loại mũi vát phôi và mũi nén phôi. Hình thức khoan thì 2 loại mũi này không khác gì nhau, nhưng mũi vát sẽ loại bỏ phần phôi thừa bám trên thành vật liệu giúp lỗ khoan có độ thẩm mỹ cao hơn. Về giá cả thì mũi vát phôi có phần chênh lệch hơn so với mũi nén phôi, tùy theo nhu cầu mà khách hàng lựa chọn loại mũi phù hợp.


Để có thể tiến hành khoan, kỹ thuật viên cần nắm thông số tốc độ quay, tốc độ ăn phôi của mũi khoan và mũi taro dùng gia công trên từng loại vật liệu khác nhau. Việc này không những giúp tạo ra lỗ khoan nhanh chóng mà còn giúp tăng tuổi thọ mũi, cũng như máy khoan.